Testing Capabilities

Testing Capabilities
We ensure each assembly is leak-free through 100% testing. We test assemblies multiple ways:
-
Bubble Leak Detection – Film Solution:
A positive pressure is applied to the assembly. The pressure applied can be as high as 1000 PSIG, or higher upon request. Swagelok Snoop is applied to the potential leak points and then examined. If bubbles form, a leak is present and is addressed.
-
Bubble Leak Detection – Immersion:
A positive pressure is applied to the assembly, then submerged into water. The pressure applied can be as high as 1000 PSIG, or higher upon request. Any sign of continuous bubbling is an indication of leakage and is marked and repaired immediately.
-
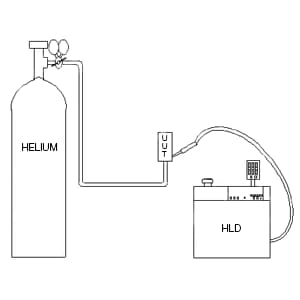
Helium Leak Test – Inboard:
The assembly (UUT) is connected to a Mass Spectrometer Leak Detector (MSLD) which pulls a vacuum on the assembly. A tracer probe is used to spray a small amount of helium at each joint. Helium will be drawn into the MSLD which will then indicate a leak rate.
-
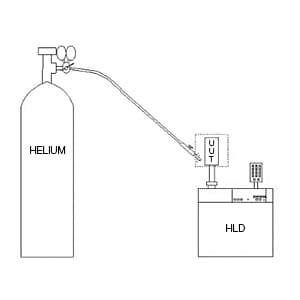
Helium Leak Test – Outboard:
The assembly is connected to a helium source. The pressure applied can be as high as 1000 PSIG, or higher upon request. A detector probe is used to “sniff” each joint. Helium will be drawn into the probe and the MSLD will then indicate a leak rate.
Acceptable leak rates for Helium Leak Testing based on the connection type and method of testing:
- General Connections (NPT, SAE, VCO, Swagelok): 1 x 10-5 atm*cc/sec
- UHP (Weld Fittings, VCR, Packless Valves with UHP end connection): 4 x 10-8 atm*cc/sec
- Detector Probe method: 1 x 10-5 atm*cc/sec
For each method a test report is generated and can be shared upon request.